英文
導角Chamfer
導圓 Fillet
粗車 Rough
切槽 grooving
螺紋車削 thread turning
精車刀Finishing tool
from https://kknews.cc/news/epl38gq.html
車削 turning;
車刀 lathe tool
車床 lathe
普通車床engine lathe;
臥式車床horizontal lathe;
立式車床 vertical lathe;
轉塔車床turret lathe;
細長軸 long slender shaft
縱向車削 straight turning;
錐體車削 taper turning;
仿形車削 contour turning;
端面車削 facing;
平面 flat surface;
圓面round surface
退刀槽recess
卡盤 chuck;
尾架tailstock;
床頭箱,主軸箱headstock;
銷 pin;
卡箍 bar clasp;
花盤faceplate;
主軸 spindle;
tip
傳統車床
精車再切糟會影響面粗度
尾座撞工件可確保端面平行度
基本
車時Z軸不可快,刀會損壞,會被罵
車外徑Ø
先粗車留20~40條
精車一次後先用分厘卡量直徑Ø,再依結果修到目標值
車階級桿長度確認
第一面時
由精車端面歸0後,依序確認階級桿長度
長度不足時,精車出足夠長度
第二面時
由近夾爪的階級開始(Z歸0)往旁邊確認階級桿長度,過多的部分用精車刀修短(注意不要將Ø修的過小)
完成長度確認在車外徑
最後再倒角
車斜面
算出θ (tan-1((D-d)/2L))
調整複式手輪角度θ
千分表置於刀架(和工件垂直,不用轉角度θ,不、然下一步會有誤差)
確認Z動L時,千分表有動(D-d)/2
將車刀置於工件車斜面處,先車一刀標記(工件可畫線方便觀測)
縱向手輪(Z)鎖定不可動(改用複式手輪)
橫向手輪進到(D-d)時完成斜面
內徑錐度
內徑刀反裝
確認錐度用長度是否正確
切槽
裝切槽刀時先不鎖,用橫向手輪推動到工件確認和工件表面保持水平
切槽刀要對中心偏1mm也不可以,刀會崩掉
NG
ok
用切槽刀石工件不可突出太多
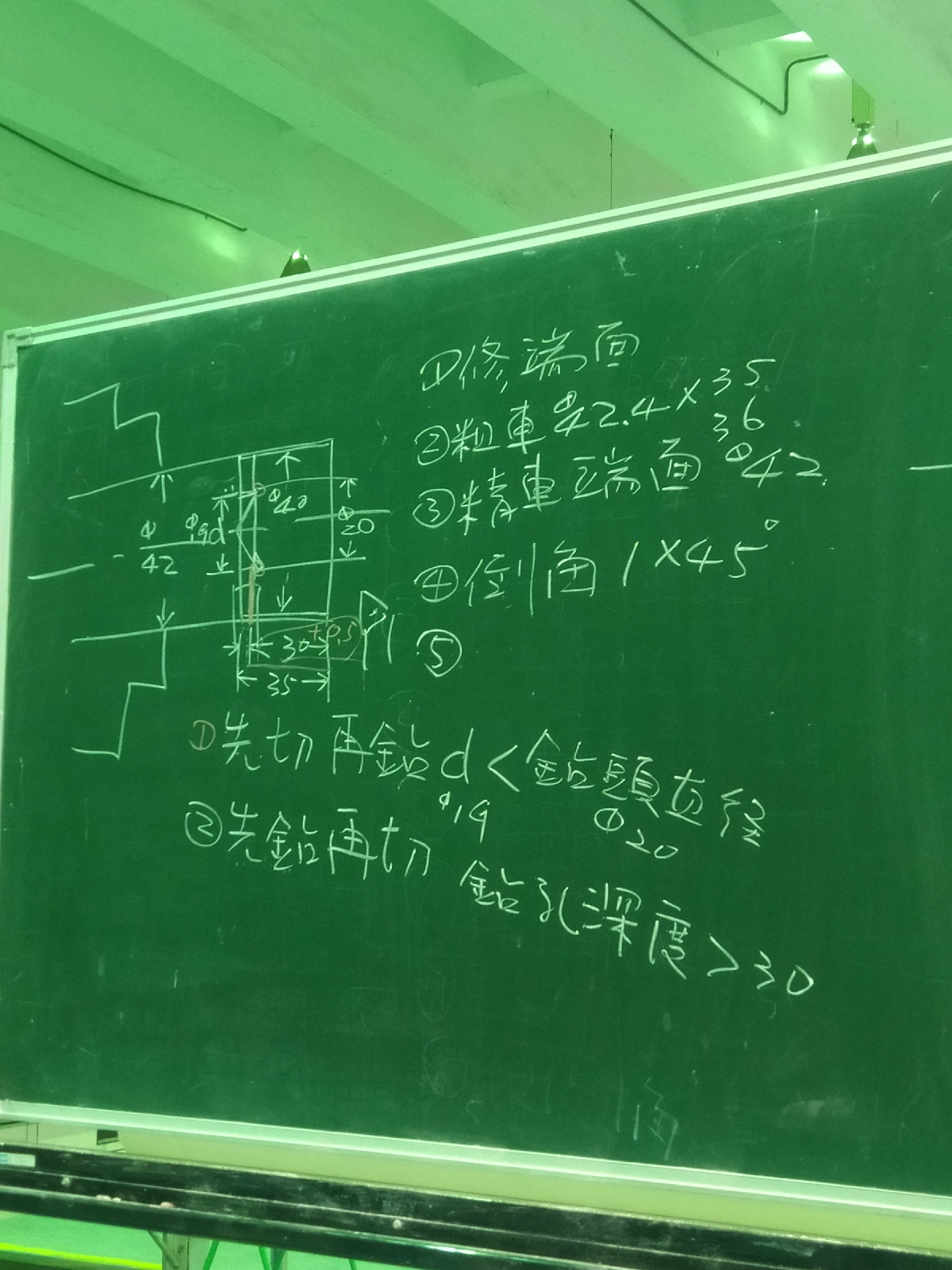
車床鑽孔,取圓環
1 修端面、車外徑
2 精車端面、外徑
3 中心鑽孔(rmp 900~1000),
4 鑽Ø20孔*33 (rmp 400~600 + 加切削劑),(注意孔深要多一點切槽時才能斷)
5 倒角(內外都要)
6 切槽 (可用中心鑽接長條鐵柱接住掉下的工件)
7 反接工件精車端面、長度、倒角
夾具將工件置中
先用畫線器將工件大約置中
再用千分表確認中心
一號爪壓最大時,三號爪鬆
千分表變動再10mm時一號爪壓最大時一號爪用力緊
`
刀具置中
刀具需調整到夾具正中心點(修端面時不會有車不到的部分)
CNC
粗車預留,不用寫在程式內,有補正可以設定
粗車X補正留給精車修
精車X補正,待精車完後,量測有多再調整精車X補正(多0.05mmm就輸入-0.05mm)
再執行精車N2
切槽補正方法同精車X補正
車螺紋不用此方法補正
夾爪壓力
1號爪要在標計區內壓力才合適
USB檔案copy
複製USB檔案時要,把程式保護放在編輯模式選擇也要編輯,才可正常copy
DIR >操作>DEVICE>USB MEM
F:USB上的檔名
O:CNC上的檔名[4碼數字](需和第一Oxxxx一致)
程式執行前
1 先用[模擬功能?]確認有無撞刀可能
2 double確認程式有無問題
進刀量有無過多(>3mm)
座標有無錯誤 (***重要***)
N42、N41、N40使用時機是否正確
3 粗車、精車、切槽補正是否有加
程式執行2 粗車、精車、切槽完成後量測工件並修改補正
3 首件時單步執行確認同時減少執行速度(快速進給調到FL)
4 快速進給(G001)調到FL,確認入刀位置、防止對刀問題導致撞機(或使用M01確認)
5 第一刀要確認會不會碰到夾爪 (***重要***)噴切削液,
6 確認圖內所有條件是否符合(最好一項一項確認)
7 粗車>精車>切槽>螺紋(先螺紋再精車會有鉄屑跑入螺紋內)
程式中途執行
1 key N* (如N4[車牙])
2 按[N SCH ]
3 指標移動到N4
4 按[啓動] 鍵
5 出現確認再
按一次[啓動] 鍵即開始程式

程式執行問題
1 模擬正常,執行不對(如G94誤用G90模擬看不出問題)
2 轉速設定未確認(如G32[車牙]時限用G97)
3 粗車刀可設磨耗(X0.2MM)保留給精車
對刀
先修外徑(1000rpm)
再用分厘卡量外徑
輸入量測量X**.**後按測定完成X軸對刀
修端面(Z軸不動)
輸入量測量Z0.後按測定完成Z軸對刀
*** 內徑和外徑的牙刀要停主軸來量z值
*** 换內徑刀要注意位置,不要撞到
裝刀具
內徑刀要和其他刀位子空一格
套桶座要先製刀座上
內徑刀要至於套筒中
換刀注意事項
G00X180.Z180. (先移到換刀位置)
T0200 (換刀前清除設定)
M01 (換刀前暫停,確認位置正常再繼續)
G97S1000M03T0400 (換刀時要注意轉速設定是否正確如用G32[車牙]時限用G97)
T0404
G71 Z向切削複循環
G71 U_ R_
U:X軸每次(半徑)進刀量 (1.5~2 太小不容易斷削)
R:X軸每次(半徑)退刀量 (0.5)
G71 P_Q_U_W_F_
P:循環開始單節序號 (N11~999)
Q:結束循環單節節序 (N12~999)
U:X軸精車預留量(外徑0.1~0.3)(內徑-0.1~-0.3)
W:Z軸精車預留量(0.05~0.2)
F:刀具進給量 (0.3)
G71時精車要設X軸摩耗0.2
如端面預留太多(>2MM)
需用G94先處理端面,
如直接用G71處理(>2MM)端面可能會導致工件被壓入夾爪
不設半徑
對刀不準的應對方法
粗車於G71已有精車預留故不用改粗車磨耗
精車補正先留0.2
待車完量測確認Ø無誤後
如有誤差(如
Ø多0.3)則於U將誤差補上(-0.3)
如有無誤差(Ø多0.2)則於U將誤差補上(-0.2)
程在再包一次N2(精車)
N(1~999)
N1:粗車
N2:精車
N3:切糟N4:螺紋
N5:內徑粗車
N6:內徑精車
N7:內徑螺紋
O0626
N1
G50S2000
G40
G96S160M03T0100
T0101
G00X180.Z180.
X36.Z5. (循環起點)
G71U1.5R0.5
G71P11Q22U0.3W0.1F0.3
N11 G00 X-1.6
G01Z0.F0.1(G70精車進給量)
X8. (A)
X10.Z-1. (B)
Z-10. (C)
X16. (D)
X20.Z-12. (E)
Z-20. (F)
N22 X35. (X循環起點)
G00X180.Z180.
T0100
M01
N2
G50S2500
G96S200M03T0200
T0202
G00G42X35.Z5.
G70P11Q22
G00G40X180.Z180.
T0200
M01
N1
G50S2000
G40
G00X180.Z180.
G96S160M03T0100
T0101
X70.Z5.
G71U1.R0.5
G71P21Q22U0.3W0.1F0.3
N21G00X0.
G01Z0.F0.1
X6.93 (A)
G03X13.Z-11.R13. (B)
G01Z-12. (C)
X32.(D)
X36.Z-36.(E)
Z-42.(F)
X41.(G)
X45.Z-44.(H)
Z-63.(I)
X-63.(J)
X-65.Z-64.(K)
N22X-70.
T0100
N2
G50S2500
G00G42X180.Z180.
G96S200M03T0200
T0202
G70P21Q22
G00X180.Z180.
G40
T0200
內徑
O0624
N5
G50S2000
G96S160M03T0600
T0606
G00X180.Z180.
X25.Z5.
G71U1.R0.5
G71P33Q44U-0.1W0.1F0.3 (內徑保留X值為負)
N33G00X40.
G01Z-1-.F0.1
X30.Z-13.
Z-20.
N44X25.
G00X180.Z180.
T0600
M01
N6
G50S2500
G96S200M3T0600
T0606
G00G41X25.Z5. (內徑補正用G41)
G70P33Q44
G00G40X180.Z180.
T0600
M01
N1
G50S2000
G40
G00X180.Z180.
G96S160M03T0100
T0101
X70.Z5.
G71U1.5R0.5
G71P21Q22U0.3W0.1F0.3
N21G00X0.
G01Z0.F0.1
X13.856 (A)
G03X26.Z-11.R13. (B)
G01Z-12. (C)
X32.(D)
X36.Z-36.(E)
Z-42.(F)
X41.(G)
X45.Z-44.(H)
Z-63.(I)
X63.(J)
X65.Z-64.(K)
Z-65.
N22X70.
G00X180.Z180. (先到換刀點)
T0100 (再清除補正)
N2
G50S2500
G96S200M03T0200
T0202
G00G42X70.Z5. (和粗車一樣的進刀點)
G70P21Q22
G00X180.Z180.
G40
T0200
N1 G50 S2000
G40
G96S160M03T0200
T0202
G00G42X65.Z5.
G71P11Q22U0.3W0.F0.3 (Z軸不預留,會影響口袋型車削開啟)
N11 G00X-1.6W0. (口袋型車削開啟,v5要用W-0.1開啟, 不開會一刀完成口袋)
....
N22
N2 G50S2500
G40
G96S200M03T0200
T0202
G00G42X65.Z5.
G70P11Q22
G00G40X180.Z180.
T0200
M01
精車完成開門量測
G90 外徑循環切削
from http://doc.weihong.com.cn:8889/zh-cn/doc_docs/lathe_gcode_programming/topic/g90.html
a:下刀點

X:分次進刀量
Z:Z軸終點座標
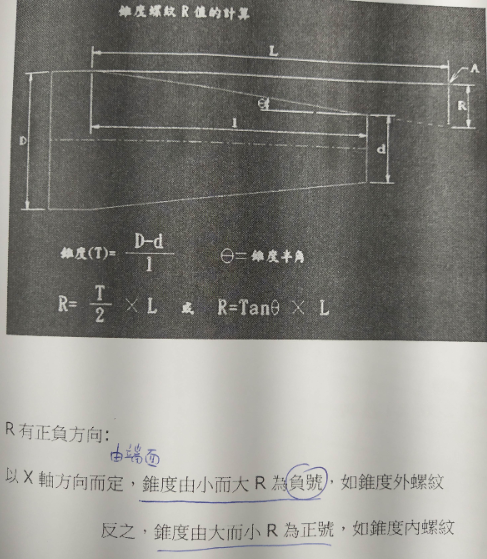
R:起始點與終點之半徑差異量 (R为正值:起于锥端小头时,R为负值。即起始点坐标大于终点坐标时R为正)
from http://www.busnc.com/prog/che/zhiling/waiyuanguding.htm
②圆锥面粗车
如图b所示,零件圆锥面小端外径为Φ16,大端外径为Φ30,棒料外径为Φ48,按锥面粗车符号确定规则,R=16/2-30/2=-7
R= (T/2)*L
(L:錐長+軸安全距離)
(l:錐長)
(T:錐度 = (D-d)/l)
F:粗車進給(0.2~0.3)
G00 X68.Z5. //下刀點 (外徑+2~5mm)
G90X60.Z-64.R0.F0.2
X55.
X50.
X45.
X44.2
G94 端面循環切削
from http://doc.weihong.com.cn:8889/zh-cn/doc_docs/lathe_gcode_programming/topic/g94.html
X:X軸終點座標
Z:分次進刀量 (因力距因素,要比G90值小)
R:起始點與終點之半徑差異量
F:粗車進給(0.2~0.3)
G00X60.Z5.
G94X-0.4Z-0.5R0.F0.2
Z0
G01
G01
直線補間です。設定した送り速度で軸を動かしたい場合に使用します。"G01X_Z_F_"の形で記述され、各軸と送り速度はそれぞれ省略可能です。送り速度を省略した場合は、既に設定されている送り速度で移動します。
G01X64.
X48.Z-44. (L 可用X48.A290.)
FROM https://www.sohu.com/a/376767633_120181947?_trans_=000019_wzwza
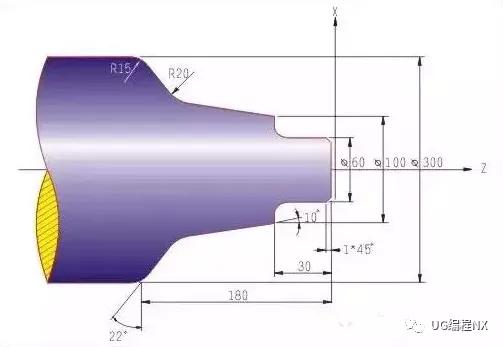
N001 G50 X0.0 Z0.0 ;
N002 G01 X60.0 A90.0 C1.0 F80 ;
N003 Z-30 A180.0 R6.0 ;
N004 X100.0 A90.0 ;
N005 A170.0 R20.0 ;
N006 X300.0 Z180.0 A112.0 R15.0 ; (同時有錐度並導圓角)
N007 X-230.0 Z180.0 ;
X36.4
X39.8A174.29R8. (39.8=17/5+36.4, 174.29=180-5.71(半錐度角) 5.71 = tan-1 (0.5/5))
X62.A120.R6. (120=90+30)
Z-62.
G02 順時鐘
G03 逆時鐘
G03 X30. Z-3. R3.
G01 X30. Z-10 (取消G03)
如無法一次車完,可分多次如下圖
G02/G03:圓弧切削
指令格式:X-Y 平面上的圓弧:
G17 G02 (G03) X/U_ Y/V_ R_ F_
或 G17 G02 (G03) X/U_ Y/V_ I_ J_ F_
指令格式加入 Z_,即 X-Y 平面上螺旋運動。
Z-X 平面上的圓弧:
G18 G02 (G03) Z/W_ X/U_ R_ F_
或 G18 G02 (G03) Z/W_ X/U_ K_ I_ F_
指令格式加入 Y_,即 Z-X 平面上螺旋運動。
Y-Z 平面上的圓弧:
G19 G02 (G03) Y/V_ Z/W_ R_ F_
或 G19 G02 (G03) Y/V_ Z/W_ J_ K_ F_
指令格式加入 X_,即 Y-Z 平面上螺旋運動。
G02:順時針方向 (CW) 圓弧切削。
G03:逆時針方向 (CCW) 圓弧切削。
X/U、Y/V、Z/W:終點座標絕對位置/增量位置。
R:圓弧半徑 (用 R 表示的方法又稱為半徑法)。
I:X 軸方向上圓心距離起點的位置,由起點看圓心的增量值。
J:Y 軸方向上圓心距離起點的位置,由起點看圓心的增量值。
K:Z 軸方向上圓心距離起點的位置,由起點看圓心的增量值。
(用 I、J、K 表示的方法又稱為圓心法)
F:切削進給速率。
G32 Z_ F_ 螺紋切削
Z:終點座標 (L2)
F:Pitch(牙距)
L1:起點到牙(Z)距離
L2:牙到終點座標(Z)距離
用G32時要用G97 (固定600~2000RPM )
L1 = S*P/400 = 1000*2/400 =5
L2 = S*P/1800 = 1000*2/1800 = 1.1
L1,L2實際值比計算值大
S:轉速RPM
P:Pitch(牙距)
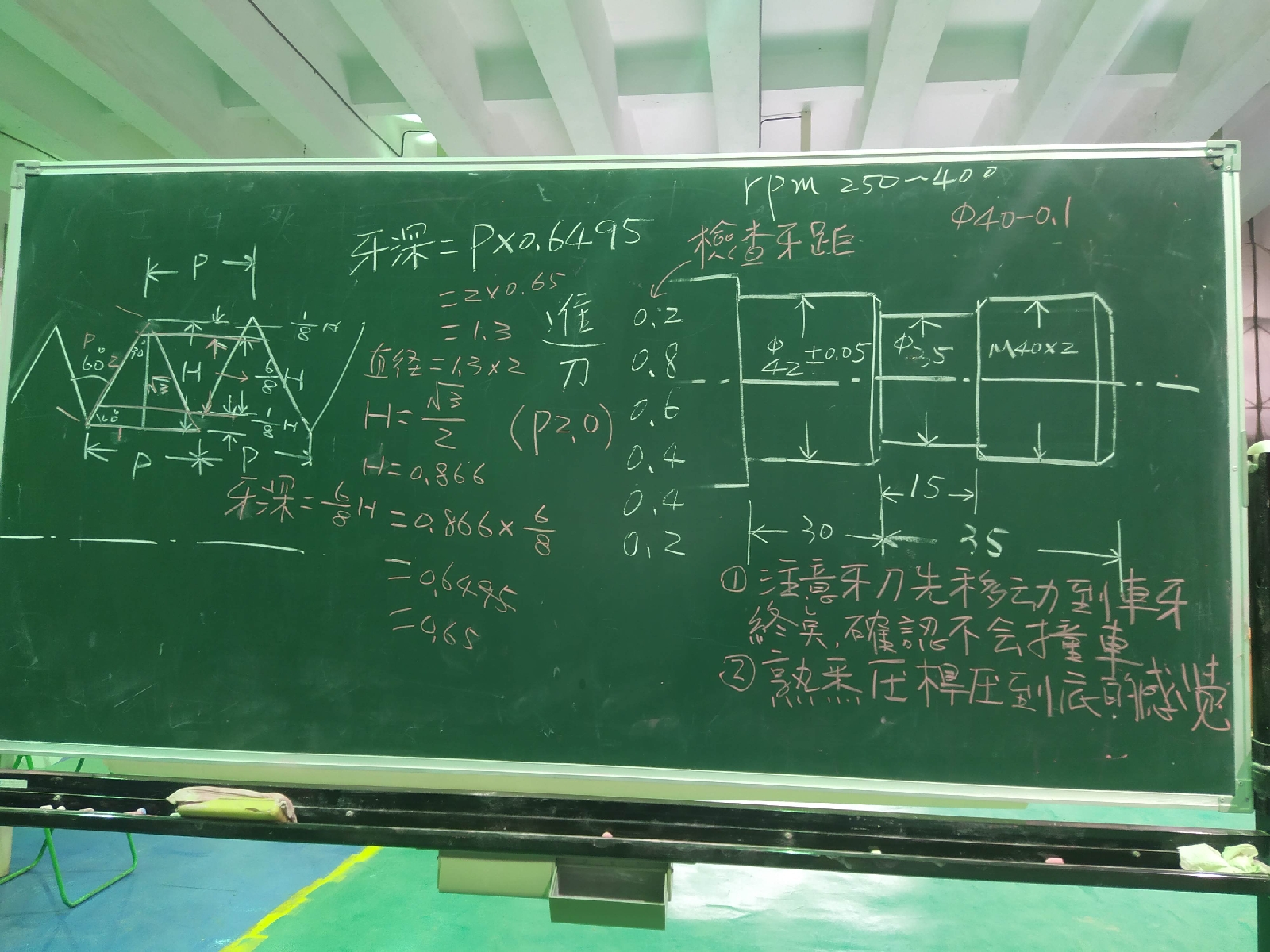
單邊牙深 = 0.6495 * P
公制螺紋牙項角度60度
英制螺紋牙項角度55度
英制螺紋 1(外徑) * 11+1/2 (牙/吋)
1" = 25.4mm
螺紋外徑 = 1*25.4 = 25.4mm
P = 25.4/11.5 = 2.208 mm
單邊牙深 = 0.6403 * P = 0.6403 * 2.208 = 1.413
G97S1000M03T0400
T0404
G00X45.Z5.
G00X33.1 (1 進0.9MM)
G32Z-17.F2. (2)
G00X45. (3)
G00Z5. (4)
G00X32.5 (進0.6MM)
G32Z-17.F2.
G00X45.
G00Z5.
G00X31.9 (進0.6MM)
G32Z-17.F2.
G00X45.
G00Z5.
G00X31.5 (進0.4MM)
G32Z-17.F2.
G00X45.
G00Z5.
G00X31.4 (進0.1MM)
G32Z-17.F2.
G00X45.
G00Z5.
G00X180.180.0
T0400
M30
G92 螺紋切削循環 (簡化G32第2'3'4步驟)
G92X_Z_R_F_
X每次進刀深度 (左側X值)
Z牙長(?)+L2 [實測應為,牙Z座標值+L2] (車到左側Z值)
R:切削起點與切削終點 X 軸絕對坐標的差值 (半徑值)
(左側Z值-右側Z值)/2T(錐度1:6)
(36-10)/(2*6)=2.166
F:牙距(Pitch)
L1=S*P/400 = 1000 * 2 / 400 = 5mm
L2=S*P/1800 = 1000 * 2 / 1800 = 1mm
(L2無切槽時,如會有不良影響[切到不該切的],可不加L2)
主軸轉速 S*P<4000
G97S1000M03T0400 (start thread)
T0404
G0X38.Z-10. (START POINT X+2, Z-L1)
G92X35.1Z-36.R-2.166F2. (Z+L2)
U-0.6 (用U於CNC車螺紋會有問題,切不下去,模擬器看是正常)
U-0.6
U-0.4
U-0.1
G00X180.
Z180.
T0400
(end thread)
G92X29.1Z-23.F2
X28.5 (用CNC車正常)
X27.9
X27.5
X27.4
雙頭螺紋
2N-M30*2
P=2*2=4mm
螺紋主軸轉速(S)
S*P < 4000 RPM
S=4000/P=4000/4=1000rpm
L1=S*P/400 = 1000*4/400 = 10
L2=S*P/1800 = 1000*4/1800 = 2.2
(L2無切槽時,如會有不良影響[切到不該切的],可不加L2)
G97S1000M03T0400
T0404
G00X35.Z10.
G92X29.1Z-23F4.
X28.5
X27.9
X27.5
X27.1
G00X35.Z12. (加一個牙距)
G92X29.1Z-23F4.
X28.5
X27.9
X27.5
X27.1
G00X180.Z180.
T0400
M30
三頭螺紋
3N-M30*2
P=2*3=6mm
主軸轉速(S)
S=4000/P=4000/6=666.66rpm =>約 600RPM
L1=S*P/400 = 600*6/400 = 9
L2=S*P/1800 = 600*6/1800 = 2
起始點
1 G00X35.Z10.
2 G00X35.Z12.
3 G00X35.Z14.
O0007(副程式)
G92X29.1Z-23F6.
X28.5
X27.9
X27.5
X27.1
M99
O0008 (主程式)
G97S1000M03T0400
T0404
G00X35.Z10.
M98P0007
G00X35.Z12. (加一個牙距)
M98P0007
G00X35.Z14. (加二個牙距)
M98P0007
G00X180.Z180.
T0400
M30
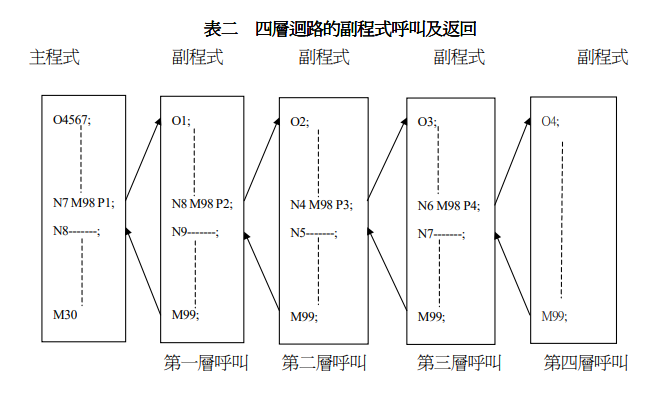
from https://portal.wda.gov.tw/pdf-resource/%E6%A9%9F%E6%A2%B0%E8%A8%AD%E5%82%99%E6%93%8D%E4%BD%9C%E5%8F%8A%E7%B5%84%E8%A3%9D%E5%B7%A5/%E9%9B%BB%E8%85%A6%E6%95%B8%E5%80%BC%E6%8E%A7%E5%88%B6%E5%88%87%E5%89%8A%E4%B8%AD%E5%BF%83%E6%A9%9F/%E7%A8%8B%E5%BC%8F%E8%A8%AD%E8%A8%88%E4%B9%8B%E8%AA%8D%E8%AD%98%E8%88%87%E6%87%89%E7%94%A8/%E4%BA%86%E8%A7%A3%E5%89%AF%E7%A8%8B%E5%BC%8F%E6%A9%9F%E8%83%BD%E6%8C%87%E4%BB%A4%E7%9A%84%E6%84%8F%E7%BE%A9%E8%88%87%E6%87%89%E7%94%A8PMT-NCM0409.pdf
O××××
N1 程式指令----------;
N2 程式指令----------;
N15 M98 P0401 L1;
N16 程式指令
N17 程式指
副程式的格式
O0401;………………………副程式號碼
N1 G91 G01……;
N2………………;
Nn M99; ………………………副程式結束返回主程式
初階M98、M99主程式呼叫副程式之運用
主程式
%
O1234;
G50S1000;
G96S100M3 T0300;
T0303;
G00 X85.0 Z0.;
M98 P0041111 ;(P004切槽4次)
X180. Z180.;
M30;
副程式
%
O1111;
W-20.0;(增量值移動)
G01 X74.0 F0.05;
G00 X82.0;
M99;
%
FROM https://blog.xuite.net/loxa985/wretch/98190876
G76 螺紋複循環切削
G76 P m r a Q Δ dmin R d ;
G76 X(U)___ Z(W)___ R Δ i P Δ k Q Δ d F___ ;
G76P010060Q50R0.1
m01:精修次數
r00:導角量
a60:刀尖角度
Q:最小切削深度micro(半徑值)
R:精車預留量(半徑值)
G76P012060Q50R0.1
G76P011060Q50R0.1
G76X27.4Z-35R0P1300Q450F2
X:X軸終點座標
Z:Z軸終點座標
R:斜度差mm(可省略)
P:牙深1.3(mm)*1000=1300 micro
Q:第一次切削深度micro(半徑值) 0.9(mm)*1000/2 = 450micro
F:Pitch
P/Q只能為整數
M30*2
牙深:0.6495*2(P)=1.299=1.3mm
X軸終點座標:30-(1.299*2) = 27.402mm
G00X30.Z-8.
G76P010060Q50R0.1
G76X23.4Z-35.P1300Q450F6.
G00X30.Z-6.
G76P010060Q50R0.1
G76X23.4Z-35.P1300Q450F6.
G00X30.Z-10.
G76P010060Q50R0.1
G76X23.4Z-35.P1300Q450F6.
G00X180.Z180.
G92X25.1Z-35.F6.
X24.5
X23.9
X23.5
X23.4
G00X30.Z-6.
G92X25.1Z-35.F6.
X24.5
X23.9
X23.5
X23.4
G00X30.Z-4.
G92X25.1Z-35.F6.
X24.5
X23.9
X23.5
X23.4
車牙只要車70~80%
故M34內徑= 34-(0.6495*2)*2*77%=32
G33-螺紋切削(C-Type)
2.23.1 指令格式
(1)平行螺紋:G33 Z(W) Q ( F___ or E___ );
(2)錐度螺紋:G33 X(U) Z(W) Q ( F___ or E___ );
(3)平面螺紋:G33 X(U) Q ( F___ or E___ );
X、Z:指定點位置(絕對值方式)
U、W:指定點位置(增量值方式)
F:長軸(移動量最多軸)方向螺距(G70:inch/牙,G71:mm/牙)
E:長軸(移動量最多軸)方向螺距(牙數/inch)
Q:螺紋開始的偏移角度,其功用為使刀具在每一次切到正在旋轉中的加工物時,其進刀點都相同,用於多線
螺紋之車削,一般車削單線螺紋可省略,使用內定值Q=0∘(范圍:0.001~360.000∘)
內孔攻牙
1 中心鑽,鑽出小孔,含孔導角 (用G01車孔)
2 鑽頭車孔(118° 鑽唇角長度也要計算) (用G74車孔)
3攻牙鑽攻牙
(車孔)鑽頭轉速
N=25*1000/3.14*5.1=1560rpm
M6*1 攻牙
查表5.91 (鑽頭直徑) (每0.1mm有一支鑽頭,取5.1mm)
G97S300M03T0606 (S=100~600 RPM)
M08
G00X0.Z5.
G32Z-20.F1.M05
G04X5.
G32Z5.M04
G99(車銑複合機時用G98)
G00G97S300M03T0606
M08
G00X0.Z5.
M29(剛性攻牙,重開機才可取消M29)
G84X0.Z-20.F1. (車銑複合機時用F300. F=S*P=300*1)
G00X180.Z180.F1.
G80
M30
from https://www.jarhon.com.tw/attach/catalog__a_1__en__1.pdf
G75 X軸溝槽循環
G75R_
R:退刀量 (半徑)(0.5~2mm 斷屑用)
G75X_Z_P_Q_F_
X:X軸終點
Z:Z軸終點
P:X軸每次切削深度 (um micro)
Z:Z軸每次移動量深度 (um micro)
F:切削進給率(0.05~0.1)
G75後不可接M01,會導致刀停在工件上損壞刀具
N3 G50S1000
G96S100M03T0300
T0303
G00Z70.Z-19. (左邊校刀加刀寛)
G75R0.5
G75X20.Z-20.P2000Q2000F0.05
^ |
| |
| <-------- v
G01X20. (精車不重疉)
Z-20.
X70. (壁也要修)(切槽先退X軸,才能回歸原點)
G00X180.
or
G01x20. (精車重疉)
Z-18.
X70.
G00X70.
Z-20.
G01X20.
Z-17.
G00X180. (中間不用修壁) (切槽先退X軸,才能回歸原點)
Z180.
T0300
M01
右邊校刀
G00Z70.Z-15.
G75R0.5
G75X20.Z-16.P2000Q2000F0.05 (減刀寛)
4mm
G90 X_Z_R_F_ 外徑循環車削
X:每次進刀量
Z:終點座標
R: 起始點與終點之半徑差異量(-由小而大,+由大到小)
R=(T/2)*L = TanΘ *L
T(錐度)= (D-d)/l
L= l(錐長)+Z軸安全距離
Θ = 錐度半角
exp:
R=(T/2)*L = [(1/5)/2]*(30+5) = -3.5(由小而大為負)
or
R= TanΘ *L = tan5.71*3.5 = 3.499
T=(45-0)/15 = 3
R=(T/2)*L
R=( 3/2)*15 =22.5
F:進給率 (粗車 0.2~0.3)
G00 X55. Z5. (下刀點[外徑:X+2~5mm, Z+5mm],循環起點)
G90 X46. Z-10. R0. F0.3
Z42.
X38.
X34.
X30.
G94 X_Z_R_F_ 端面循環車削
X:終點座標
Z:每次進刀量 ???
R:起始點與終點之半徑差異量
F:進給率 (0.1~0.2)
G00 X55. Z5. (下刀點[外徑:X+2~5mm, Z+5mm],循環起點)
G94 X-1.6. Z0.5 R0. F0.2 (粗車刀要過原點才能車平端面)
Z0.
from https://filecenter.deltaww.com/Products/download/06/060202/Manual/DELTA_IA-CNC_LATHE_PM_TC_20180622.pdf
G98:每分鐘進給量設定 (mm/min)
指令格式:G98 G01 X_ Y_ Z_ F_
指令說明:每分鐘進給 (G98) 指令所設定之進給量單位為 (mm/min),意指刀具每分鐘
依 F 指定速度進給車削。G98 之指令格式可與運動單節同時執行,也可單獨
在單節中執行。本指令為持續有效指令。
G99:每轉進給量設定 (mm/rev)
指令格式:G99 G01 X_ Y_ Z_ F_
指令說明:每轉進給 (G99) 指令所設定之進給量單位為 (mm/rev),意指刀具根據主軸
每一轉前進 F_指定速度進給車削。G99 之指令格式可與運動單節同時執行,
也可單獨在單節中執行。本指令為持續有效指令,為車床系統慣用的刀具切削
進給計算方式之指定。
[範例說明]
M3 S1000 (主軸正轉 1000 rpm)
G99 G01 Z-20. F0.35 (每轉進給 0.35 mm)
G04:暫停指令
X(U)、P:暫停時間
說明:
數值車床上作鑽孔加工或切槽時,可使用 G04 指令於加工至適當之距離
後,令刀具作短暫停留以利切斷鐵屑,使孔深更加精確,或切槽的表面光
度更佳,更具真圓度(如下圖)。G04 指令在本控制器使用 G98 或 G99 配合
時,時間單位都為 “秒”。※G04 指令只在單一單節有效。
圖示:
$1
---------- ---------- G04.1 P20 M99
$2
----------- ----------- G04.1 P20 M99 需相同
範例:
G04 X0.5;//暫停 0.5 秒
G04 U0.5;//暫停 0.5 秒
G04 P500;//暫停 0.5 秒,※注意:P 不接受小數點
G50:座標系統設定/主軸最高轉速限制
指令格式:G50 X_ Y_ Z_ (座標系統設定)
G50 S_ (主軸最高轉速限制)
指令說明:G50 X0 Y0 Z0 指令可設定目前的刀具位置作為絕對座標之零點,該程式中的
絕對指令均依據此原點來計算位置。倘若 G50 X_ Y_ Z_之 X、Y 或 Z 有數值
時,絕對座標及目前位置的顯示值會依 G50 指令值
G73:複合型成型材粗車削固定循環
指令格式:G73 Ui Wk Rd ;
G73 P_ Q_ Uu Ww F_ S_ T_;
Ui:X 軸方向總切除量 (半徑指定),可以由加工參數 345 號指定預設值
Wk:Z 軸方向總切除量 (半徑指定),可以由加工參數 346 號指定預設值
Rd:切削次數,可以由加工參數 347 號指定預設值
P_:精車削形狀起始單節序號
Q_:精車削形狀結束單節序號
Uu:X 軸向精修預留量及預留方向 (直徑/半徑指定)
Ww:Z 軸向精修預留量及預留方向 (直徑/半徑指定)
F_:進給速率
S_:主軸轉速設定
T_:刀具號碼
指令說明:G73 成型材粗車削固定循環會先讀取精切削外型後,根據參數設定,自動計算
出工件車削加工路徑,並且執行成型材粗車削循環。
G74:複合型端面啄式車削固定循環
指令格式:G74 Re;
G74 X/U_ Z/W_ P△i Q△K R△d F_;
Re:Z 軸方向退刀量,可以由加工參數 348 號指定預設值
X/U__:X 軸終點座標/X 軸增量距離。
Z/W__:Z 軸終點座標/Z 軸增量距離。
P△i:每次循環時,X 軸之刀具進給量,使用者僅能輸入半徑。整數輸入時,
單位為 0.001 mm。
Q△k:每次 Z 軸之啄式車削量。整數輸入時,單位為 0.001 mm。
R△d:底端 X 軸方向逃離量。
F__:進給速率。
指令說明:G74 指令主要應用在端面溝槽加工,依據指令中的車削終點座標、切削量、
刀具的偏移量、底端刀具逃離量等指令值,在端面方向自動執行固定循環。
每一次車削以△k 為 Z 軸車削量完成後回退 e 量值,持續車削直到到達底端
目標 Z 軸座標為止,到達底端後刀具逃離量為△d,接著以快速進給模式回到
Z 軸起始點。接著刀具在 X 軸方向移動△i 量持續上述動作,直到到達目標 X 軸
座標為止。G74 指令動作示意圖如下圖所示:
N3
G96S100M03T0303
G00X65.Z-35.6
X40.Z-23.
G75R0.5
G75X26.Z-26.P2000Q2000F0.05
G00X50.
Z-45.926
G75R0.5
G75X28.Z-46.074P2000Q2000F0.05
G94X28.Z-45.822R3.363 (Z=41.926+4-0.104 查表(90-17)73度) (R3.363 = tan17* (50-28)/2)
G94X28.Z-46.176R-3.363 (Z=46.072+0.104 查表73度) (R3.363 = tan17* (50-28)/2)
G00X65.
G00X180.Z180.
T0300
M01
半徑偏位補正
G41 刀具在工件的左邊,
內徑刀半徑補正(左補正)
G42 刀具在工件的右邊,外徑刀半徑補正(右補正)
<----- G42 車外徑
工件
<--- G41 車內徑
切槽刀車V型槽無法用G41或G42因為有刀寬
口帶車削可用G41或G42因為無刀寬
有執行G42或G41,精車結束要用G40取消
MASTERCAM會計算半徑補正,不用加,手動寫G CODE要加
使G41G42半徑偏位補正,較少人用(10%)
1 要符合所有動作規範(人為失誤較多)
2 機器需設定R(刀尖半徑)、T(假想刀尖方向)
刀尖圓弧誤差計算,較多人用 (90%)
機器不需設定
分為錐度補正和圓弧補正
直接將刀尖誤差計算出來
G96S200M03T0200
T0202
G00G42X0.Z5. (要加在G00後)
G01X0Z0.F0.2
X14.42
X60.Z-64.
G00G40X180.Z180.
未加G42(X值較程式大)
有加G42(X值和程式一致)
R T
粗車T0101 0.8 3
精車T0202 0.4 3
切槽T0303 0.4 3
螺紋T0404 3
內徑T0606 0.4 2
內螺T0707 2
T:假想刀尖
車牙
rpm400-600
車到溝漕時,要停自動進給同時(X)退刀,不可只停卡,牙刀會壞
先車20條,確認螺距pitch正確(m40*2時,游標卡卡10mm時應有5條螺紋)
pitch 2mm時
牙刀(X)共要進 2.6 mm,
並依次進刀0.2 (確認螺距) > 0.8 > 0.6 > 0.4 > 0.4 > 0.2 > 0.2
2(pitch mm)*0.65 = 1.3 (半徑)
1.3*2 = 2.6 (直徑)
內徑補正第一點
未補正
補正後
未補正
補正後
外徑第一點補正
未補正
補正後
車同一螺紋時不可以打到N檔(會車出不同螺紋)
螺紋指示器
面偏較正
工件對中心後,軸可能未正,故另要用杠桿千分表確認軸偏心
如有偏,用紅銅工具敲正
再確認夾爪對中心有無跑掉,如有再調整 >再確認軸偏心 > 確認對中心 ....
直到二者都正確為止
車床鑽孔
1 修端面,車Ø42.4*35
2 精車端面,Ø42倒角
3 中心鑽孔(rmp 900~1000),
4 鑽Ø20孔*33 (rmp 400~600 + 加切削劑)
切削速度
V=pi*D(直徑)*N(轉速)/1000
利用頂針對車刀中心
多出35mm(依工件車多深決定)
內孔倒刀進2mm
用游標卡尺確認切槽刀到端面距離
內孔刀倒角方法
車內孔一次可吃2mm
速度要保持一定,就算吃得少也不可太快,刀子會壞掉
from http://aca.cust.edu.tw/online/custcalculusi/12/09_03_02.html
特別角





































































留言
張貼留言