車床 基本
from http://blog.dcview.com/article.php?a=BzkJawJgVmYHZw%3D%3D
倒角
端面與圓的切面形成90度角, 觸感不佳並且容易造成傷害. 因而我們就把工件倒角成鈍角或圓角
from https://kknews.cc/zh-tw/military/rlqlogn.html
對刀
第一把刀的對刀步驟:
第一步:確認刀具
如果不是,需要換刀
Z向對刀:在手動進給方式下,切削工件端面,直至端面平整為止。
X向對刀:在手動進給方式下,切削工件外圓,直至外圓平整為止。停止主軸轉動,進行外圓測量,記下外圓直徑測量值。
from https://www.jendow.com.tw/wiki/%E8%BB%8A%E7%AB%AF%E9%9D%A2
車端面是利用車床加工零件端面的過程,目的是使工件達到指定的尺寸、端面粗糙度或是垂直度。
車端面的注意事項
1、車刀的刀尖應對準工件中心,以免車出的端面中心留有凸台。
2、偏刀車端面,當背吃刀量較大時,容易扎刀。背吃刀量a的選擇:粗車時2~1mm,精車時0.05~0.2mm。
3、端面的直徑從外到中心是變化的,切削速度也在改變,在計算切削速度時必須按端面的最大直徑計算。
4、車直徑較大的端面,若出現凹心或凸肚時,應檢查車刀和方刀架,以及大拖板是否鎖緊 。
車端面的質量分析
1、端面不平,產生凸凹現象或端面中心留“小頭”。原因是車刀刃磨或安裝不正確,刀尖沒有對準工件中心,吃刀深度過大,車床有間隙時拖板移動。
2、表面粗糙度差。原因是車刀不鋒利,手動走刀時搖動不均勻或太快,自動走刀時切削用量選擇不當。
單向公差:又稱同側公差,乃由基本尺度於同側加或 減一變量所成的公差。
雙向公差:又稱兩側公差,乃由基本尺度於兩側同時 加或減一變量所成的公差。 單向公差:又稱同側公差,乃由基本尺度於同側加或 減一變量所成的公差。
from https://zh-tw.lambdageeks.com/unilateral-tolerance-examples/
A 單邊容忍 基本上表示標稱尺寸和正公差或負公差。 在單邊公差中,允許的尺寸變化僅在一個方向上,可以是正值或負值,也允許零值。
公差 在配合部件或任何工程零件的加工過程中,始終允許尺寸或允許的尺寸變化,以避免高成本和長時間消耗。
塊規
塊規 block gauges 是指檢驗工具或工件長度的用具,是厚度極為精確的長方形金屬塊。
FROM https://baike.baidu.hk/item/%E6%AD%A3%E5%BC%A6%E8%A6%8F/8632711
正弦規
正弦規是利用三角法測量角度的一種精密量具。一般用來測量帶有錐度或角度的零件。因其測量結果,是通過直三角形的正弦關係來計算的,所以稱為正弦規。

組成
使用方法
FROM https://portal.wda.gov.tw/pdf-resource/%E6%A9%9F%E6%A2%B0%E8%A8%AD%E5%82%99%E6%93%8D%E4%BD%9C%E5%8F%8A%E7%B5%84%E8%A3%9D%E5%B7%A5/%E8%BB%8A%E5%BA%8A/%E5%8A%A0%E5%B7%A5%E6%96%B9%E6%B3%95%E9%81%8B%E7%94%A8/%E9%8C%90%E5%BA%A6%E5%9F%BA%E6%9C%AC%E8%AA%8D%E8%AD%98PMT-LAT0506.pdf
錐度
錐度的意義與功能: 錐度的意義與功能: 凡在圓錐工件㆗心線㆖,任意長度裏其直徑均勻的改變,稱此工件物具有 錐度;直徑變化的大小,稱為錐度值;工件圖㆖錐度值是以 T 來表示,如圖 1 所示,T 值的大小是指㆗心線㆖,單位長度㆗大小直徑尺寸的差量。圖㆖的 T 值 為 1:20(1/20 或 0.05),表示每㆒公厘的長度,大端直徑比小端直徑大了 0.05mm, 所以全錐度長 100 公厘的兩端直徑之差為: 0.05 ×100=5(公厘) 大端直徑-小端直徑 45-40 1 錐度值 T= 錐度全長 = 100 = 0.05= 20
FROM https://www.tn-testing.com.tw/%E7%92%B0%E7%89%99%E8%A6%8F%E5%8F%8A%E5%A1%9E%E8%A6%8F/%E6%AA%A2%E6%9F%A5%E8%9E%BA%E7%B4%8B%E6%9C%89%E6%95%88%E5%BE%91%E7%9A%84%E4%B8%89%E7%B7%9A%E8%A6%8F.html
三線測量法公式
有效徑的求取方式
有效徑 E = M-3dm+0.866025p 公式計算出
M: 三針的外側測定尺寸
p: 螺紋的間距
dm: 針徑的平均表示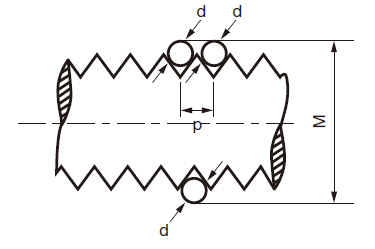
FROM http://140.112.14.7/~measlab/course/101%E4%B8%8A/%E7%B2%BE%E5%AF%86%E9%87%8F%E6%B8%AC/%E5%85%89%E5%AD%B8%E9%87%8F%E6%B8%AC%202012%20(NTU%20Fundamentals).pdf
光學投影機
光學投影機又稱為輪 廓投影儀或投影機。 係利用光學原理將工 件之輪廓經各種透鏡 及反射鏡投影,並放 大成各種倍數後,先 投影至半透明的投影 幕上,再配合各種標 準圖片,作非接觸式 的量測。
FROM https://www.jendow.com.tw/wiki/%E5%8D%A1%E8%A6%8F
卡規

卡規是指有兩隻腳或爪的量具,用於測量距離,多用於機械加工領域。用來檢驗軸的光滑極限量規。通常分為內徑卡規與外徑卡規兩種。能調整以測量厚度、直徑、口徑及表面間的距離。曲軸的品種很多。每個品種的曲軸在加工過程中,都需要一套專用的卡規,用來檢測曲軸本身各部位長度尺寸。


留言
張貼留言