乙級【車床-CNC車床】學科(18301)測驗 B
要執行程式中有"/"單節時,須按【 】鍵
(1) 



車削加工中,發覺進給率太慢,在機器操作面板上,可調整那個鈕來改變進給率
(1) 



手動進給操作,模式選擇鈕應置於
(1) 



使用記憶操作執行程式時,應選擇之鈕為
(1) 



手動資料輸入時,模式選擇鈕應置於
(1) 



31. 能同時顯示程式各種機能與位置,供操作者在程式執行時,來檢核程式的功能鍵為
(A)設定鍵SETTING
(B)警示 鍵MESSAGE
(C)程式查核鍵PRG-CHK
(D)補正鍵OSSET 。
???
螢幕畫面上機械座標用於顯示刀架離【 】之距離
(1) 工件零點 (2) 尾座中心 (3) 夾頭中心 (4) 機械原點
以"MDI"模式輸入之程式,僅能被執行
(1) 3次 (2) 4次 (3) 1次 (4) 2次
程式設計時,可利用絕對座標系統和
(1) 右手座標系統 (2) 機械座標系統 (3) 工件座標系統 (4) 增量座標系統
利用寸動(JOG)來移動刀架時,刀架移動速度由【 】調整鈕來控制
(1) 旋轉調整率 (2) 快速進給率 (3) 主軸調整率 (4) 切削進給率
正常關機時,一般須先押下
(A) EMERGENCY STOP鍵
(B) RESET鍵
(C)MACHINE LOCK 鍵
(D) AFL鍵 再切斷電 源。
輔助機能鎖定鈕(AFL)被押下,程式執行時【 】機能將無效
(1) G02 (2) G01 (3) M08 (4) G03
利用翻頁鍵將程式翻頁後,上頁程式之最後【 】將再次顯示於下頁畫面上,以供檢視
(1) 8行 (2) 6行 (3) 4行 (4) 2行
油壓夾頭壓力錶一般使用壓力視夾持物而定,以鋼料為例,調整範圍在【 】kg/cm2較為適
(1) 7-12 (2) 1-6 (3) 16-24 (4) 35-45當
更改參數(PARAMETER)時,模式選擇鈕要置於
(A)EDIT
(B)MDI
(C) JOG
(D) AUTO。
機械鎖定鈕(MACHINE LOCK)一般配合【 】來使用,用以檢查程式執行時,是否會產生ALARM
(1) 



機械鎖定鈕(MACHINE LOCK)一般配合
(A) BLOCK DELETE
(B) OPTIONAL STOP
(C)OPTIONAL SKIP
(D)DRY RUN 來使用,用以檢查程式執行時,是否會產生 ALARM。
???
電腦數值控制車床於螺紋切削循環操作中,若調整面板上切削進給率時,則
(1) 無效果 (2) 有效果 (3) 切削進給率變慢 (4) 切削進給率變快
在程式編輯狀態,欲讀取程式,應選擇【 】鍵
(1) SEARCH (2) VERIFY (3) READ (4) PUNCH
工件程式中使用"M00"停止操作後,如要再繼續操作,按【 】鍵
(1) DRY RUN (2) CYCLE START (3) RESET (4) FEED HOLD
???
下列何者不是使用單節操作"SINGLE BLOCK"的目的?
(1) 了解機械潤滑狀況 (2) 了解車削進給狀況 (3) 了解車削路徑 (4) 了解斷屑狀況
當按下"RESET"鍵後,下列何者為錯誤?
(1) 自動操作中按"RESET"鍵無效 (2) 主軸停止 (3) M機能立即無效 (4) 執行移動之指令經減速後停止
????
MACHINE顯示的現在位置,表示為【 】座標
(1) 工件 (2) 機械系 (3) 絕對 (4) 相對
選擇快速移動調整"RAPID OVERRIDE"時,對下列哪一指令會有影響?
(1) M01 (2) M00 (3) G00 (4) G01
選擇進給率調整"FEEDRATE OVERRIDE"時,對下列那一指令會有影響?
(1) G01 (2) M01 (3) G00 (4) M00
變更參數操作時模式不應該選在
(A)HANDLE
(B)JOG
(C) MDI
(D)AUTO 。
一般電腦數值控制車床之軸向導螺桿是採用
(1) 方形螺桿 (2) 滾珠螺桿 (3) 滾柱螺桿 (4) 梯形螺桿


(1) 尾座心軸 (2) 切削進給率調整鈕 (3) 模式-自動執行 (4) 手動主軸轉速調整鈕
72. 具有雙刀鼻的切槽刀切削 V 型槽時使用的假想刀尖補正號碼為
(A)2 號
(B)3 號
(C)4 號
(D)5 號。
國際標準組織的電腦數值控制車床標準刀具之刀柄規格有
(1) 35mm (2) 25mm (3) 10mm (4) 20mm
切削加工進行中進給率調整鈕可控制工件的
(1) 表面粗糙度 (2) 加工時間 (3) 車削斷屑狀況 (4) 工件材質

(1) 執行速度由切削進給率控制 (2) 切削劑關閉 (3) 工件是否夾持 (4) 主軸不轉
????
電腦數值控制車床X、Z軸常用的傳動形式
(1) 人造石材滑軌 (2) 線性滑軌 (3) 花崗岩滑軌 (4) 硬軌
在何種情況下,通常需要手動返回機械原點。
(1) 程式執行結束後 (2) 電源接通開始工作之前 (3) 停電後,再次接通數控系統的電源時 (4) 在急停信號或過行程報警信號解除之後,恢復工作時
為了防止換刀時刀具與工件發生干涉,換刀點的位置應設在
(1) 校刀點 (2) 程式原點 (3) 工件外部安全處 (4) 機械原點
若爪面內徑太大於工件直徑,則夾持工件時易於
(1) 滑動脫落 (2) 夾傷 (3) 密合 (4) 夾緊
易變形的工件選用軟爪應愈【 】愈好
(1) 長 (2) 重 (3) 窄 (4) 輕
油壓夾頭夾爪之徑向夾持位置是依【 】作適當的調整
(1) 進給量之大、小 (2) 主軸轉數 (3) 工件直徑與油壓開、閉最大行程比 (4) 工件長、短
???
夾爪夾持工件的行程,最好為其最大開、閉行程的
(1) 1倍 (2) 1/2倍 (3) 1/4倍 (4) 1/8倍
夾持細小工件高速車削時,宜選用【 】夾頭
(1) 四爪單動 (2) 彈簧套筒 (3) 雞心 (4) 鑽頭
彈簧套筒

以彈簧套筒夾頭夾持工件時,工件直徑【 】彈簧套筒夾頭之夾持直徑
(1) 要大於 (2) 無關於 (3) 要等於 (4) 要小於
150mm油壓夾頭,其最低之使用壓力為【 】kg/cm2
(1) 0.4~0.6 (2) 4~6 (3) 50~80 (4) 40~60
油壓夾頭夾持不同材質之工件,其夾持壓力應
(1) 保持最大壓力 (2) 任意夾持壓力 (3) 相同 (4) 不同
選用中心鑽頭鑽削中心孔,應考慮
(1) 工件材質 (2) 工件長度 (3) 夾頭大小 (4) 工件直徑大小
???
車削45mm直徑的長形工件,下列何者為最佳中心孔徑?
(1) 3至4mm (2) 2至3mm (3) 4至5mm (4) 小於2mm
車削100mm直徑的長形工件,下列何者為最佳中心孔徑?
(1) 2至3mm (2) 小於2mm (3) 3至4mm (4) 4至5mm
???
購買軟爪時需提供的規格為何?
(1) 沉頭孔孔距 (2) 工件材質 (3) V型齒節距 (4) 夾頭尺寸
沉頭孔

V型齒

使用膨脹心軸夾持工件車削時,如果心軸本身同心度有誤差,工件易產生何種誤差。
(1) 真圓度 (2) 同心度 (3) 尺寸精度 (4) 表面粗糙度大
電腦數值控制車床油壓夾頭的特點
(1) 夾持穩固 (2) 精度高 (3) 操作不方便 (4) 壽命長
電腦數值控制車床中有關軟爪的應用,下列敘述何者正確?
(1) 避免夾傷工件 (2) 提高工件之同心度 (3) 有良好的夾持接觸面 (4) 夾持粗糙表面工件
配置車刀的順序應依照
(1) 工件形狀 (2) 工件材質 (3) 刀塔狀況 (4) 加工程式
鑽石車刀用於精車削下列何種材料較適合?
(1) 鋁材 (2) 鋼料 (3) 鑄鐵 (4) 合金鋼
鑽石之耐熱溫度達攝氏1,000度以上,其切削速度需達每分鐘【 】公尺以上
(1) 100 (2) 80 (3) 120 (4) 200
一般蔴花鑽頭鑽削鋼料,其切削速度宜為每分鐘
(1) 20公尺 (2) 40公尺 (3) 5公尺 (4) 10公尺
在右手座標系統中,配置刀具時刀尖位置誤差:X軸為+0.3mm,Z軸為-0.2mm,則該刀具輸入之補正值是
(1) X=-0.6,Z=0.2 (2) X=0.6,Z=-0.2 (3) X=-0.6,Z=-0.2 (4) X=0.6,Z=0.2
增大刀鼻半徑對加工之影響,下列何者為非?
(1) 刀口強度增加 (2) 切屑厚度變薄 (3) 粗糙度值變大 (4) 改善工件表面粗糙度
???
下列何者不是連續切屑的刀尖積屑之產生原因?
(1) 摩擦係數太大 (2) 切屑深度太大 (3) 刀具硬度太高 (4) 刀具斜角太小
下列何者不是不連續切屑產生條件?
(1) 車削延展性大之材料 (2) 車削速度慢 (3) 低速車削延展性大材料,且車削深度及進刀大 (4) 車刀斜角小
???
ISO規格中,捨棄式外徑車刀把編號"CSBNR2525M12B",其中"R"係代表
(1) 刀把高度 (2) 刀把車削角度 (3) 刀片夾緊方式 (4) 車削進給方式

捨棄式外徑車刀柄規格代號中之第一位代號,係表示
(1) 固定方式 (2) 柄厚 (3) 刀片形狀 (4) 柄長
捨棄式外徑車刀柄,其編號中之第一位代號為"S",則表示固定刀片的方式是採用
(1) 槓桿及頂壓式 (2) 頂壓式 (3) 槓桿式 (4) 螺紋式
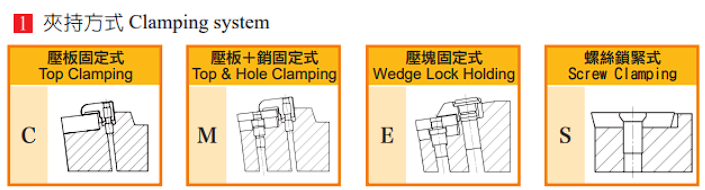
(1) 槓桿 (2) 壓板 (3) 楔型 (4) 中心螺紋
刀柄規格中,夾持刀片之編號"P"係表示【 】鎖緊
(1) 中央偏心梢 (2) 壓板 (3) 中心螺紋 (4) 楔型式
????
刀柄規格中,夾持刀片之編號"W"係表示【 】鎖緊式
(1) 楔型 (2) 壓板 (3) 複合式 (4) 偏心梢
???
ISO規格中,捨棄式內徑車刀把編號"532S-CTFPR16",其中"16"係表示
(1) 刀把長度 (2) 刀片車削邊長度 (3) 刀片形狀 (4) 刀把直徑
 | ISO規格中,捨棄式外徑車刀柄規格代號中之第二位代號係表示 (1) 柄長 (2) 柄厚 (3) 刀片固定方式 (4) 刀片形狀 |
內孔刀桿之編號為"S25R-MSKNL12",其字母"M"係表示
(1) 刀片夾持方式 (2) 刀具切入角度 (3) 刀桿長度 (4) 刀片許可差
內孔刀桿之編號為"C25R-MSKNL12",其字母"S"係表示
(1) 刀桿長度 (2) 刀桿材質 (3) 刀片夾持方式 (4) 刀片形狀
內孔刀桿之編號為"S25R-MSKNL12",其字母"K"係表示
(1) 刀桿長度 (2) 刀片夾持方式 (3) 刀片間隙角 (4) 刀具切入角度
內孔刀桿之編號為"S25R-MSKNL12",其字母"N"係表示
(1) 刀具切削方向 (2) 刀桿長度 (3) 刀片夾持方式 (4) 刀片間隙角
刀片編號為"TNMG160408L",其字母"T"是表示
(1) 刀片形狀 (2) 斷屑槽形狀 (3) 刀片間隙角 (4) 刀片許可差
刀片之編號"SNMM120408",其中"S"表示
(1) 四方形 (2) 菱形 (3) 圓形 (4) 三角形
刀片編號為"TNMG160408L",其字母"M"是表示
(1) 刀片形狀 (2) 刀片許可差 (3) 刀片隙角 (4) 夾持方式
刀片編號為"TNMG160408L",其數字"04"是表示
(1) 刀片厚度 (2) 斷屑槽寬度 (3) 刀片許可差 (4) 刀鼻半徑
刀片編號為"TNMG160408L",其數字"08"是表示
(1) 斷屑槽寬度 (2) 刀片厚度 (3) 刀片許可差 (4) 刀鼻半徑
陶瓷刀具之紅硬性高,其軟化溫度約為攝氏
(1) 1,500 度 (2) 1,100 度 (3) 600 度 (4) 900 度
陶瓷刀具燒結溫度一般為攝氏
(1) 1,400~1,600 度 (2) 1,200~1,400 度 (3) 2,200~2,400 度 (4) 1,600~2,000 度
下列四種刀具材料中,何者軟化溫度最低?【 】刀具
(1) 高速鋼 (2) 立方晶氮化硼 (3) 碳化物超硬 (4) 史斗鉻鈷合金
下列四種刀具材料中,何者軟化溫度最高?【 】刀具
(1) 史斗鉻鈷合金 (2) 高碳鋼 (3) 高速鋼 (4) 碳化物超硬
下列刀具材料中,何者之導熱率最高?【 】刀具
(1) 氮化鈦瓷金 (2) 碳化鎢超硬 (3) 氧化鋁陶瓷 (4) 高速鋼
下列刀具材料中何者之導熱率最低?【 】刀具
(1) 氮化鈦瓷金 (2) 氧化鋁陶瓷 (3) 碳化鎢超硬 (4) 高速鋼
下列刀具材料中何者耐氧化性最高?【 】刀具
(1) 碳化鈦瓷金 (2) 碳化鎢超硬 (3) 氮化鈦瓷金 (4) 氧化鋁陶瓷
軸承鋼 SUJ 2於熱處理後硬度為HRc 60,以單鋒刀具切削,選用下列那種刀具材料最適當?【 】刀具
(1) 氮化硼(CBN) (2) 鑽石 (3) 高速鋼 (4) 碳化物
下列四種刀具材料中,何者硬度最高?【 】刀具
(1) P01超硬 (2) 燒結高速鋼 (3) 氮化硼(CBN) (4) 氧化鋁-碳化鈦系陶瓷
精車削軟鋼料,選用下列何種刀具較佳?
(1) 氮化矽陶瓷 (2) 氧化鋁陶瓷 (3) 瓷金刀具 (4) 鑽石
下列陶瓷刀具中,何者之韌性最低?【 】刀
(1) 碳化矽纖維強化陶瓷 (2) 氮化矽系陶瓷 (3) 純氧化鋁陶瓷 (4) 添加碳化鈦氧化鋁陶瓷具
下列陶瓷刀具中,何者之韌性最高?【 】刀
(1) 氮化矽系陶瓷 (2) 碳化矽纖維強化陶瓷 (3) 添加碳化鈦氧化鋁陶瓷具 (4) 純氧化鋁陶瓷
瓷金刀片採用粉末冶金法製造,使用【 】為結合劑
(1) 鎳 (2) 鉍 (3) 鎘 (4) 釩
下列最合適精車削鈦合金的刀具為【 】刀具
(1) 碳化鈦瓷金 (2) 鑽石 (3) 碳化鈦被覆 (4) P10超硬
鑽石車刀用於車削,下列何種材料較適合?
(1) 碳鋼 (2) 鋁合金 (3) 鑄鐵 (4) 合金鋼
鏡面加工鋁合金最理想的刀具為
(1) 碳化鎢超硬 (2) 單晶鑽石刀具 (3) 立方晶氮化硼 (4) 氮化鈦被覆
無孔型捨棄式刀片,其固定於刀柄上的方法是
(1) 槓桿及壓板同時固定 (2) 螺紋固定 (3) 壓板固定 (4) 槓桿固定


重車削時,刀具之刀尖角度最好選擇
(1) 35度 (2) 15度 (3) 80度 (4) 55度
刀片形狀中"K"為55°、"S"為90°、"T"為60°,選擇最佳切削強度之順序是
(1) T、K、S (2) S、T、K (3) T、S、K (4) K、S、T
下列何者較適合同時使用於粗削端面及外俓之刀片?
(1) 菱形55度 (2) 菱形35度 (3) 菱形80度 (4) 三角形
氧化鋁陶瓷刀具,硬度極高,但脆性大,故一般刀把之斜角常製成
(1) -9~-11 度 (2) 9~11 度 (3) 5~7 度 (4) -5~-7 度
???
刀具採用負斜角之主要目的為
(1) 所需切削力較小 (2) 為使切屑變厚 (3) 刀具強度較高 (4) 獲得工件表面粗糙度較佳
碳化物超硬刀具中,K類其基本材料組成為
(1) WC-VC-Co (2) WC-Co (3) WC-TiC-TaC-Co (4) WC-TaC-Co
鑄鐵一般使用"K"類的刀片來車削,則編號【 】之硬度為最高
(1) K15 (2) K10 (3) K01 (4) K30
鑄鐵一般使用"K"類的刀片作車削,則編號【 】之韌性較佳
(1) K01 (2) K15 (3) K30 (4) K10
鋼鐵材料一般使用"P"類的刀片來車削,則編號?【 】之韌性較佳
(1) P35 (2) P01 (3) P10 (4) P20
超硬刀片M類,是在碳化鎢-碳化鈦-鈷中添加
(1) 碳化鐵 (2) 碳化釩 (3) 碳化鉭 (4) 碳化矽
超硬刀片P類,是在碳化鎢-鈷中添加
(1) 碳化鐵 (2) 碳化鈦 (3) 碳化釩 (4) 碳化矽
P類碳化物刀具較適用於車削
(1) 鑄鋼 (2) 鋁合金 (3) 鑄鐵 (4) 碳鋼
超硬刀片中之碳化鉭含量較多時,會降低
(1) 常溫硬度 (2) 高溫硬度 (3) 高溫韌性 (4) 常溫韌性
超硬刀片中之碳化鈦含量較多時,會降低
(1) 常溫韌性 (2) 常溫硬度 (3) 高溫硬度 (4) 高溫韌性
評估切削材料難易的程度,通常以何種材質作為標準?
(1) 純鋁 (2) 石墨鑄鐵 (3) 易削鋼 (4) 不銹鋼
切削熱之主要來源中,切屑與刀面摩擦所產生之熱,約佔總熱源之
(1) 60% (2) 30% (3) 90% (4) 10%
切削時,其產生之切削熱,大部份都留在
(1) 工件 (2) 切屑 (3) 刀具 (4) 頂心
對積屑刃口(B.U.E)之敘述,下列何者為非?
(1) 不影響尺寸精度 (2) 是切屑熔著於刀面上 (3) 保護車刀刀口 (4) 使工件加工面光度劣化
from http://tw.tool-tool.com/news/201202/cutting-shape-and-the-formation/

帶有堆積刃(Built-Up-Edge)的連續式切屑:
簡稱 BUE,對於柔延性高且摩擦係數高的材料而言,在切削過程中,由於甚高的摩擦係數與切屑間的壓力,以致於有若干微粒粘結在刀具面上,當 切削繼續進行,粘結的材料愈多,最後堆積到適當高度後,即隨切屑流失,或一部份嵌進工作 面上。由於這種作用是週期性發生,所以加工面的光平程度遠較連續式切屑的表面低。一般而 言,這種現象可藉由減少切屑厚度及增加傾角來減少。
積屑刀口的連續切屑,其生成原因有:
- 切削延性材料時切削速度太低。
- 工件材質延性較膠黏。
積屑刃口對切削作用下列何者有影響
(1) 切削阻力增大 (2) 加工面更光滑 (3) 使工件尺寸精度不易控制 (4) 不影響刀具壽命
碳化鎢刀具切削以下材料,下列那二者可選用較快之切削速度?
(1) 中碳鋼 (2) 鋁合金 (3) 不銹鋼 (4) 青銅
刀鼻半徑大小的選擇應依何者來決定
(1) 進給率 (2) 刀片大小 (3) 機台規格大小 (4) 工件表面粗糙度
主要影響工作表面粗糙度的車削條件是
(1) 刀具材質 (2) 進給率 (3) 刀鼻半徑 (4) 切削速度
粗車削鑄鐵工件,選用下列何二者刀具材質較適宜
(1) M10 (2) K30 (3) P01 (4) K40
延長車刀壽命的方法,下列何者為正確
(1) 材料硬度高,採大切削深度及大進給率 (2) 材料硬度高,採小切削深度及小進給率 (3) 材料硬度低,採小切削深度及小進給率 (4) 材料硬度低,採大切削深度及大進給率
車刀斷屑裝置依刀具結構可分為
(1) 模壓式 (2) 夾置式 (3) 偏心式 (4) 磨成式


from http://cweb.saihs.edu.tw/mediafile/1565005/fdownload/129/35/2014-9-3-10-24-25-35-nf1.pdf
磨成式???

非鐵鑄合金之主要成分含有下列那幾種?
(1) 矽 (2) 鉻 (3) 鎢 (4) 鈷
碳化物刀具,以切削材料性質可分為
(1) S系列 (2) K系列 (3) M系列 (4) P系列
碳化物刀具編號中,數字愈小適用於
(1) 高速精密切削,耐磨性愈強 (2) 高速精密切削,切削速度愈高 (3) 低速精密切削,?性愈高 (4) 高速精密切削,耐磨性愈弱
鑽石刀具的切削性能,下列何者正確?
(1) 鑽石材質非常脆硬 (2) 鑽石刀具適合切削鋁合金 (3) 鑽石惰性化學結構容易受其它化學物質侵蝕 (4) 適合切削碳鋼材料
P10 碳化鎢刀具的特性,下列何者正確?
(A)切削速度增高
(B)刀具靭性增大
(C)刀具耐磨性增加
(D)適合粗加工刀 具材質。
泰勒氏刀具壽命方程式和下列那些項目為主要關係
(1) 切削速度 (2) 刀具形狀 (3) 實際切削時間 (4) 刀具裝置狀態
G01指令碼,在遇到下列何一指令碼出現後,仍為有效?
(1) G33 (2) G02 (3) G00 (4) G04
G4, 暫停命令
G33. 螺紋切削
G00指令定位過程中,刀具所經過的路徑是
(1) 圓弧 (2) 直線 (3) 連續多段直線 (4) 曲線
???
G02指令碼中"I"值表示
(1) Z軸增量 (2) 起點至圓心Z軸向量 (3) X軸增量 (4) 起點至圓心X軸向量

暫停5秒,下列單節何者正確?
(1) G04 P5; (2) G04 P50; (3) G04 P5000; (4) G04 P500;
G04 X0.5;//暫停0.5 秒
G04 U0.5;//暫停0.5 秒
G04 P500;//暫停0.5 秒,※注意:P 不接受小數點
選擇"ZX"平面指令是
(1) G20 (2) G18 (3) G17 (4) G19
G17、G18、G19:工作平面設定
指令格式:
G17;設定X-Y 工作平面
G18;設定Z-X 工作平面 控制器內定
G19;設定Y-Z 工作平面
選擇公制單位指令是
(1) G19 (2) G18 (3) G20 (4) G21
G20: 英制單位設定
G21: 公制單位設定
程式指令中,代表準備機能者為【 】機能
(1) T (2) F (3) M (4) G
????
主軸反時針方向迴轉,下列指令何者正確?
(1) M05 (2) M03 (3) M04 (4) M02
M05指令是【 】停止
(1) 切削劑 (2) 程式 (3) 進給 (4) 主軸
下列語碼何者可使用小數點?
(1) O (2) N (3) I (4) P
刀具補正值啟用後,下列何一指令碼,將不宜同時使用?
(1) G50 (2) G01 (3) G02 (4) G00
刀具行徑右向補正之指令為
(1) G41 (2) G42 (3) G40 (4) G43
G98指令碼,係表示下列何種機能?
(1) 周速一定機能 (2) 周速一定機能消除 (3) 每分鐘進刀量 (4) 每轉進刀量
G98 指令為每分鐘進給量(單位mm/min inch/min),
使用G99 指令為每轉進給量(單位mm/rev, inch/rev)。
下列何者為原點復歸程式?
(1) G50 X50.0 Z50.0; (2) G28 X50.0 Z50.0; (3) G00 X50.0 Z50.0; (4) G01 X50.0 Z50.0;
G28 指令執行時,以G00 之移動速度,先移動刀具至指定之中間點,再自
動回到參考點(機械原點)
鑽削循環,使用下列何種準備機能?
(1) G76 (2) G73 (3) G74 (4) G75
使用鑽孔之循環指令"G74",主要目的之一為
(1) 可節省程式製作時間 (2) 可避免刮傷加工面 (3) 可得較慢的進刀速度 (4) 可增加加工深度
下列那一指令碼,不用於螺紋車削程式中?
(1) G34 (2) G75 (3) G76 (4) G33
使用"G33"指令碼車削螺紋時,"F"值係表示螺紋之
(1) 導程 (2) 牙角 (3) 螺旋角 (4) 節距
下列何者為平直線螺紋車削程式?
(1) G02 Z-50.0 F0.5; (2) G32 Z-50.0 F0.5; (3) G03 Z-50.0 F0.5; (4) G73 Z-50.0 X50.0 F0.5;
在右手座標系統中下列程式,
N005 G00 X30.0 Z0;
N010 G01 Z-20.0 C5.0 F0.25
;N015 X80.0;
其中"C5.0"係表示
(1) 內孔去角 (2) 倒肩角 (3) 倒外圓角 (4) 倒內圓角
???
如下圖所示,如採增量值座標系統,要從"P2"→"P1",則其指令為

(1) G00 X24.0 W38.0 F0.1; (2) G01 U-26.0 W38.0 F0.1; (3) G01 X24.0 Z80.0 F0.1; (4) G01 U-26.0 Z80.0 F0.1;
使用G92車削螺紋時,若欲分6次進刀完成,則至少需要【 】個單節指令
(1) 8 (2) 2 (3) 4 (4) 6
選用25mm柄徑內孔刀,車削32mm孔徑,深95mm,車削終了,回機械原點準備換刀,下列程式何者為宜?
(1) G00 X32. Z5.;G01 Z-95. F0.1;G28 X31. Z15.; (2) G00 X32. Z5.;G01 Z-95. F0.1;G28 X0 Z0; (3) G00 X32. Z5.;G01 Z-95. F0.1;G28 X31. Z-15.; (4) G00 X32. Z5.;G01 Z-95. F0.1;G28 U0 W0;
如下圖所示,X1=25.0,Z1=-10.0,錐度為1:10,與另一圓弧面,中心點X2=10.0,Z2=-20.0,其相切處為

(1) X3=27.96,Z3=-20.55 (2) X3=26.96,Z3=19.55 (3) X3=25.96,Z3=-19.60 (4) X3=28.96,Z3=-20.55
不用算,用推的
如下圖所示,X1=0,Z1=0,R1=10.0,與X2=22.0,Z2=19.05,R2=12.0,其相切處為
(1) X3=9.0,Z3=7.66 (2) X3=9.0,Z3=8.66 (3) X3=10.0,Z3=8.66 (4) X3=10.0,Z3=7.66
算R=10
G92螺紋車削單循環指令,車削螺紋之方法為
(1) 直、斜進刀均可 (2) 直進法 (3) 斜進刀單邊車削 (4) 斜進刀雙邊車削
???
G03 X60. Z5. R5.,其圓弧角為
(1) 圓等於0度 (2) 圓心等於180度 (3) 大於180度 (4) 小於180度
車削螺距為10mm之螺紋時,其主軸每分鐘轉數需低於【 】轉以下
(1) 800 (2) 1,600 (3) 1,200 (4) 400
下列何者為螺紋車削複循環機能?
(1) G76 (2) G92 (3) G32 (4) G33
G76螺紋車削複循環
G92螺紋車削循環
G32螺牙切削
下列何者不是車削多頭螺紋之注意事項?
(1) 多頭螺

紋不宜再有可變導程螺紋的車削 (2) 使用特殊螺紋刀具 (3) 退刀槽寬宜以導程為計算依據 (4) 不可中途改變主軸轉數
變導程螺紋

M98 P111124;代表呼叫副程式編號
(1) 11124 (2) 1111 (3) 1112 (4) 1124
???
不宜於使用下列何種指令下呼叫副程式?
(1) G71 (2) G32 (3) G41 (4) G19
????
暖機的程式結尾應使用【 】指令較佳
(1) M02 (2) M00 (3) M99 (4) M30
M99作為子程序的結束指令
G99 G04 U_;其中"U"之單位為
(1) 分 (2) 度 (3) 轉 (4) 秒
G97 S1200 M03;為切槽時主軸設定,G04宜為
(1) X0.03 (2) X0.08 (3) X0.1 (4) X0.06
??? 主軸旋轉?轉後,再行退刀
若主軸每分鐘迴轉600轉,欲使切槽刀切削至槽底,主軸旋轉五轉後,再行退刀,則應暫停
(1) 5 秒 (2) 2 (3) 0.5 (4) 1
車削圓弧時,使用半徑"R"指令,較"I"、"K"指令方便而迅速,但限於【 】度範圍內的圓弧
(1) 360 (2) 90 (3) 270 (4) 180
???
G50 X200.0 Z100.0;指令係表示
(1) 確實定位 (2) 座標系設定 (3) 原點查核 (4) 原點復歸
????
欲車削M20×1.5螺紋,採斜退刀方式,下列程式何者為宜?
(1) M22;G92 X19.5 F1.5; (2) M21;G92 X19.5 F1.5; (3) M24;G92 X19.5 F1.5; (4) M23;G92 X19.5 F1.5;
M23:車牙倒角無效
G73指令中,D值為
(1) 精車預留量 (2) 切削次數 (3) 粗車預留量 (4) 進刀深度
加工已具外形之鑄品時,複循環指令應使用
(1) G72 (2) G73 (3) G70 (4) G71
G73:成形輪廓粗車削循環
G73 指令為成形輪廓粗車削循環,使用於欲車削之工件為已具粗略外形輪
廓之鑄造及鍛造成品,其尺寸只較精加工大些,若使用G71、G72 車削指
令,則將造成執行許多不需要的切削路徑,結果浪費了時間,因此可用
G73 (成形輪廓粗車削循環),沿著工件既有的外形輪廓,重覆切削所需的
次數,每次循環移動適當距離、深度,進行重複之車削。
車削鍛造成型工件宜使用【 】指令
(1) G72 (2) G71 (3) G73 (4) G74
為快速完成切槽工作宜使用【 】指令
(1) G75 (2) G72 (3) G73 (4) G76
G74 R1.0;G74 X60. Z-30. P1000 Q3000 R2.0 F0.2;此單節表示,刀具每切切削完成後退刀量為
(1) 0.2 mm (2) 1 mm (3) 3 mm (4) 2 mm
下列何者可做為鑽孔程式?
(1) G74 R2.;G74 Z-35. P1000 Q2000 R1. F0.2; (2) G74 R2.;G74 Z-35. K20. F0.2; (3) G74 R2.;G74 X5. Z-35. K20. F0.2; (4) G74 R1.;G74 X5. P1000 Q2000 R1. F0.2
端面(Z 軸)啄式加工循環
電腦數值控制車床的G機能指令中,下列何者是單次有效G碼
(1) G28 (2) G01 (3) G04 (4) G41
G28快速至指定之中間點然後回歸至機械原點
G41刀具半徑左補償
車削程式組合中,F機能的敘述,下列何者正確?
(1) G98指工件每轉一周,刀具沿著軸線的移動量 (2) G98其單位為mm/min (3) G99其單位為mm/rev (4) G99其單位為mm/min
程式G00X20.0Z2.0;G01Z-20.0F0.2;G01X40.0A120.0R5.0;Z-40.0;下列敘述何者正確?
(1) 角度A是正值,是指水平線順時針方向迴轉之角度 (2) A120.0是指角度線與水平線的夾角120° (3) G01X40.0A120.0R5.0;是用圖形尺寸直接撰寫的程式 (4) 此程式為斜線連接水平線,相切一個R5.0之圓弧
???
程式G03X26.0Z-13.0I-5.0K-12.0F0.2;圓弧的圓心座標為X0 Z-13.0,則下列何者正確?
(1) 圓弧的半徑13mm (2) 逆時針方向切削 (3) 圓弧起點到圓心,Z軸向距離5mm (4) 此圓弧之圓心角大於180°
電腦數值控制車床的G機能指令中,下列何者是延續有效G碼
(1) G90 (2) G32 (3) G01 (4) G04
電腦數值控制車床撰寫程式的座標表示方式,可以用
(1) 相對座標 (2) 絕對座標 (3) 曲面座標 (4) 混合座標
程式G00 X20.0Z2.0;G70 P10 Q20F0.1;下列敘述何者正確?
(1) 程式中G70執行P與Q順序號碼之間的程式後,刀具會回到G00 X20.0Z2.0 (2) G70是精切削複循環機能的指令 (3) 複循環機能中,G74指令,要配合G70指令執行精削循環 (4) P與Q順序號碼之間的程式,可以用副程式呼叫出來用
程式中G28X60.0Z30.0;下列何者正確?
(1) 刀具是用絕對座標模式,回機械原點 (2) 刀具經X60.0Z30.0之中間點,再回機械原點 (3) 刀具作X軸與Z軸第二原點復歸 (4) 刀具不經任何點,直接回機械原點
電腦數值控制車床設定公制輸入時,車削7/8-14UNF之螺紋,下列何者正確?
(1) 該螺紋的導程1.8143mm (2) 該螺紋的導程0.875mm (3) 該螺紋是統一標準螺紋細牙規格 (4) 該螺紋的大徑25.4mm
????
G50機能之敘述,下列何者正確?
(1) 可設定切削速度 (2) 可限定主軸之最大轉速 (3) 可呼叫巨集指令 (4) 可執行座標系統設定
???
電腦數值控制車床的圓弧切削機能,下列何者正確?
(1) 圓弧半徑R若為正值,則圓弧起點到圓弧終點的夾角小於180° (2) G02是順時針方向圓弧切削 (3) 圓弧半徑一般用R表示 (4) 圓弧半徑也可用I和J表示
下列之G機能中,何者可以切削V型溝槽?
(1) G02 (2) G94 (3) G90 (4) G01
電腦數值控制車床,有關切削螺紋的敘述,下列何者正確?
(1) 螺紋切削中,操作面盤之進給率調整鈕是無效的 (2) 車削螺紋最後精車削,可提高主軸轉速 (3) G32機能車削螺紋,是直角退刀 (4) 車削螺紋,主軸轉速要固定
呼叫編號1234之副程式,執行三次,下列何者正確?
(1) M98P1234L3 (2) M99P1234L3 (3) M98P3L1234 (4) M98P0031234
下列切削工作,何者需使用轉速固定機能G97?
(1) 不同直徑切削 (2) 鑽孔 (3) 端面車削 (4) 螺紋切削
http://onlinetest3-2.slhs.tp.edu.tw/test2/main/review.asp?examid=t18301


留言
張貼留言